溶接ワイヤーと入熱量-WELDING-WIRE=HEAT-I 実行数: 45358
柱梁接合部の溶接では,入熱量及びパス間温度を管理する必要がある。
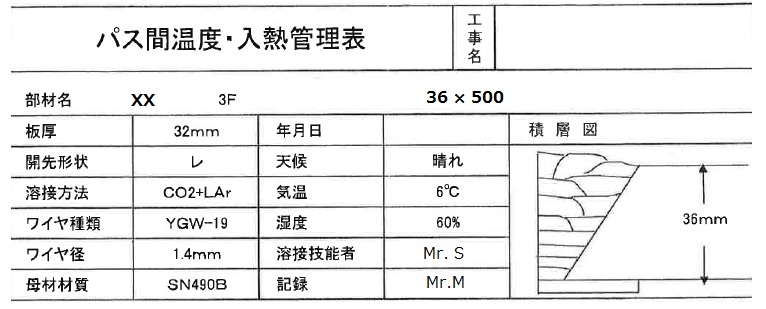
入熱量の計算は、積層図の1パス毎に求める。非常に重要な溶接条件になる。
【110,325】WELDING-WIRE=HEAT-INPUT
Q=60×Ebolt×Iampere/s |
入熱量Q(J/cm)、溶接速度s(cm/sec)、溶接電圧E(V)、溶接電流I(A)
右図のように、JISZ3312 解説表3には、 適用鋼材の引張強さ400MPa級、490MPa級、520MPa級に対して、入熱量(kJ/cm)とパス間温度(℃)が示されている。 |
|
|
初期値は、下図の積層図の第5パス目です。
なお、ロボット溶接には適用できない。 |
本ライブラリは会員の方が作成した作品です。 内容について当サイトは一切関知しません。
溶接ワイヤーと入熱量-WELDING-WIRE=HEAT-I
| [1-1] /1件 | 表示件数 | |
[1] 2019/01/30 03:09 30歳代 / 自営業 / 役に立った /
- 使用目的
- 溶接時における入熱管理、及び入熱予測値の計算
- ご意見・ご感想
- s=cm/secではなくcm/minで計算されてると思います
アンケートにご協力頂き有り難うございました。
送信を完了しました。

【 溶接ワイヤーと入熱量-WELDING-WIRE=HEAT-I 】のアンケート記入欄
- 【溶接ワイヤーと入熱量-WELDING-WIRE=HEAT-I にリンクを張る方法】
 ゲストさん
ゲストさん

 ブックマーク
ブックマーク 実行履歴
実行履歴




